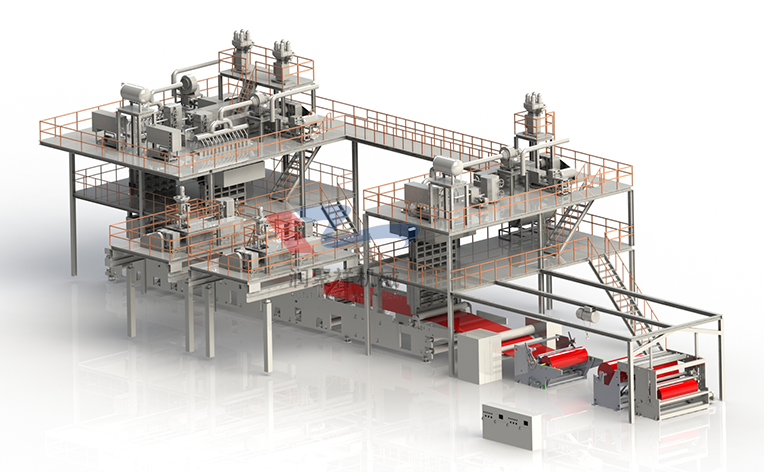
江蘇精明機械生產的定型機/蒸箱。它適用于紗線、滌綸線、毛線、毛條、化纖線、海綿擦布、窗簾定型,氨綸包覆紗線、棉紗、人造絲、滌論、電腦繡花線、縫紉線、針織線、曲珠線、花邊我公司生產的定型機,能提供一個極具成本效益的辦法來提高紗線質量。該機可對紗線進行熱定型.給濕處理,均勻滲透,預熱式蒸紗增加棉紗重量多達1.7%-…3%,增加毛紗重量多達2.4%--4%。
J40s管紗,蒸紗前后毛羽變化情況見表
蒸紗前 蒸紗后
根/10m(2mm) 根/10m(3mm) 根/10m(2mm) 根/10m(3mm)
158.5 39 134.8 31.5
回潮率:7.22% 回潮率:11.02%
紗線的熱定型
1.典型的蒸紗工藝步驟
真空——預熱——加濕——保溫.恒溫——真空降溫——結束
2.獨一無二的預熱系統
在蒸紗過程中,紗線上的水珠斑點是常見的毛病,水珠斑點會引起染色以及后道工序的其他問題,因此,蒸紗預熱工藝是絕對必要的,尤其是毛紗。
3.紗線的熱定形
每一道生產工序(紡紗、加捻、織布……)都會引起紗和纖維的張力效應,張力的作用會引起紗的纏結。張力和纏結會給后道工序帶來問題,而人造纖維內分子結構的應力松弛令纖維產生收縮,因此,精明機械生產的蒸紗機給紗線生產帶來了最佳選擇。
研究表明,以下類型的紗線必須使用蒸紗來進行松弛和定形:棉紗、毛紗、滌棉混紡紗、滌綸紗、包芯紗(氨綸)、縫紉線、人造纖維紗、腈綸絲束、網眼針織物(卷曲纖維)。
每種原料都需要特定的加工工藝來達到理想效果,溫度范圍由50℃到最高140℃(見表1)。飽和蒸汽是最理想的熱定形介質,它很容易滲透到筒紗內部,并在凝結時釋放能量。當紗線加熱到指定的溫度時,其溫度偏差維持在很小的范圍內。
線、拉鏈線等紗線的真空定形。其主要用途是將具備織造條件的連續絲線在合并,加捻后進行定型,即在一定壓力,溫度下穩定捻度,獲得均衡的不扭縮的絲線。
公司電話:0517-86810000 13905232777 公司網址:www.sinojm.cn
|